Case-hardening heat treatments are generally aimed at increasing the surface wear resistance of components while keeping the core tough and resistant to fracture. This can be achieved on two different principles.
The first uses a heat treatment in which the chemical composition of the part does not change, but the heat-treatment state — i.e. the microstructure — does. In this case the toughness of the core is provided by a quenched-and-tempered state, and the hardened structure of the case is produced by locally austenitising and quenching the surface of the tempered part. This can be done by flame hardening, induction hardening, electron-beam hardening, laser hardening, etc. Induction hardening is by far the most common technique.
The other route is thermochemical treatment. Here the surface of the part is enriched diffusively with some element, so the core and the case have different chemical compositions. The most widespread of these are carburizing (carbon diffusion) and nitriding (nitrogen diffusion).
Induction hardening
Induction hardening requires a workpiece of suitable grade and heat-treatment state. The steels used are typically high-carbon temperable steels or low-alloy tool steels. The carbon content must be high enough to provide the required hardness — for instance, reaching 54 HRC needs at least 0.4 %, while 62 HRC needs at least 0.6 % carbon. Further increasing the carbon content improves the wear resistance of the case but also increases the risk of quench cracking.
The part is normally quenched and tempered before induction hardening, for two reasons. First, this gives high core strength with good toughness; second, the fine spheroidite structure of a tempered part austenitises quickly — which is a requirement for the very short austenitising times typical of induction hardening (intervals measured in seconds). For less demanding applications normalizing can replace quench-and-temper, and for high-carbon tool steels the core may even be in the soft-annealed state.
During induction case hardening the part is surrounded by an inductor coil. An alternating voltage applied to the coil induces a voltage in the workpiece, producing a high current that heats the part. As frequency increases, the so-called "skin" effect appears: the current density distribution in the part is non-uniform — the higher the frequency, the thinner the surface layer carrying the current. Controlling the frequency therefore sets the surface-layer thickness intended for heating. Layer thickness also depends on the electrical conductivity and magnetic permeability of the workpiece material, but frequency is the dominant parameter.
Induction-hardening equipment comes in both variable-frequency and fixed-frequency designs. Heating rates of several hundred °C per second are typical — made possible by high-power AC sources and well-designed inductors with good coupling.

Carburizing (case carburizing)
In carburizing, the case of a low-carbon steel is diffusion-enriched with carbon so that its carbon content rises to levels typical of temperable steels — even of tool steels. When the whole part is then austenitised and quenched, the core (because of its low carbon content) does not harden and stays soft and tough, while the case develops the wear resistance dictated by its carbon level. Carburizing steels can be plain or alloyed; alloyed grades are used when high core strength and toughness are required.
The technology has two stages: a carburizing (boost) phase and a subsequent quench + stress relief. To carburize, the part is heated in a carbon-donor atmosphere to the austenitic range and held. The surface saturates with carbon and a surface-to-core carbon gradient develops. The near-saturation surface carbon level is established in a few hours; longer hold times increase the case depth by diffusion.
Modern technologies use a variable carbon-potential atmosphere. The process starts with a high carbon-potential gas (boost stage), then the potential is reduced (diffusion stage), allowing the carbon profile to be tailored. Typical case depths range from a few tenths of a millimetre up to about 3 mm, depending on size and requirements. Maximum case hardness is usually 58–63 HRC. The carbon donor can be solid (charcoal or barium carbonate), salt bath (cyanides, silicon carbide, etc.) or gas. Today only gas carburizing is considered a modern technology.

Nitriding
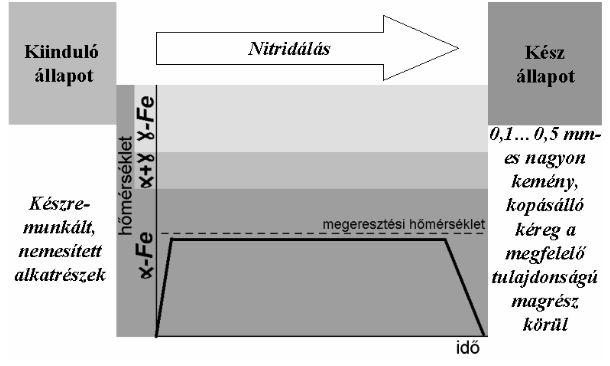
Nitriding is used for case hardening of nitride-former-alloyed, quenched-and-tempered steels. The nitriding temperature is slightly below the tempering temperature of the steel, so — in contrast to carburizing — dimensional change and distortion are practically negligible. Nitriding consists of heating in a nitrogen-donor atmosphere. Nitrogen diffuses into the surface and forms alloy nitrides whose very high hardness creates the case hardness. Hardnesses above 1000–1200 HV can be reached, compared with the 850–900 HV maximum of carburized cases.
The achievable case depth is naturally controlled by treatment time, but the chemical composition of the steel is also decisive. The stronger the nitride-formers and the higher the alloy content, the sooner a closed alloy-nitride layer forms — and once it does, further nitrogen diffusion is limited. For this reason, only cases on the order of a few tenths of a millimetre can be produced by nitriding.
Conventional nitriding is performed in dissociated ammonia. Modern processes accelerate nitrogen pick-up by creating an ionised state in a low-pressure chamber with a high applied voltage (plasma nitriding).
Source: Basics of the heat treatment of steels (Budapest Polytechnic, Bánki Donát Faculty of Mechanical Engineering, teaching material, 2004)