A kérgesítő hőkezelések célja általában az alkatrészek felületi kopásállóságának fokozása oly módon, hogy az alkatrészek magja szívós, tehát töréssel szemben ellenálló maradjon. Ez kétféle elven valósítható meg.
Olyan hőkezeléssel, mely esetén a kémiai összetétel a darabban nem változik, de a hőkezelési állapot — azaz a szerkezet — igen. Ilyen esetben a mag szívósságát nemesített állapot biztosítja, a kéreg edzett szerkezete pedig úgy hozható létre, hogy a nemesített darab kérgét lokálisan ausztenitesítik és edzik. Ez lángedzéssel, indukciós edzéssel, elektronsugaras edzéssel, lézeredzéssel stb. valósítható meg. Legelterjedtebb az indukciós edzéssel történő kérgesítés.
A kérgesítés másik módja a termokémikus kezelés. Ez esetben a darab felületét valamilyen elemmel diffúziósan dúsítják, tehát a mag és a kéreg különböző kémiai összetételű. Az eljárások közül legelterjedtebb a karbon-diffundáltatással megvalósított betétedzés és a nitrogén-diffundáltatással járó nitridálás.
Indukciós edzés
Indukciós edzéshez megfelelő minőségű és hőkezelési állapotú darab szükséges. Az alkalmazott acélok általában nagy karbontartalmú nemesíthető acélok vagy gyengén ötvözött szerszámacélok. Fontos, hogy a karbontartalom elérje azt a mértéket, amely az előírt keménység biztosításához szükséges. Például 54 HRC eléréséhez minimum 0,4 %, 62 HRC eléréséhez minimum 0,6 % karbon szükséges. A karbon további növelése fokozza a kéreg kopásállóságát, de növeli az edzési repedés veszélyét.
Indukciós edzés előtt a darabot nemesíteni szokás, mégpedig két okból. Egyrészt nemesítéssel biztosítható a mag nagy szilárdsága melletti szívóssága; másrészt a nemesített finom szferoidites szövet gyorsan ausztenitesíthető — ez pedig követelmény az igen rövid idejű ausztenitesítéssel jellemzett indukciós edzésnél (másodpercekben mérhető időintervallumról van szó). Kisebb igények esetén a nemesítés normalizálással helyettesíthető; sőt nagy karbontartalmú szerszámacélok felhasználása esetén a mag akár lágyított állapotú is lehet.
Az indukciós kérgesítéskor a hevítendő darabot egy induktor tekercs veszi körül. Váltakozó feszültséggel táplálva a tekercset a munkadarabban feszültség indukálódik, ami nagy áramerősséget eredményez — ennek hatására a darab fölhevül. A váltakozó feszültség frekvenciájának növekedésével jelentkezik a „bőr” hatás: az áramsűrűség eloszlás a darabban nem egyenletes, minél nagyobb a frekvencia, az áram annál vékonyabb felületi rétegben folyik. A frekvencia szabályozásával beállítható a hevíteni szándékozott felületi rétegvastagság. A rétegvastagság a frekvencián kívül a munkadarab anyagának villamos vezetőképességétől és mágneses permeabilitásától is függ, de a frekvencia a meghatározó paraméter.
Az indukciós edző berendezések között vannak változtatható frekvenciájú és kötött frekvencián dolgozó egységek. Indukciós hevítésnél a jellemző hevítési sebesség több száz °C másodpercenként — ez a nagy hevítési sebesség természetesen csak nagy teljesítményű áramforrás és optimálisan kialakított induktor (jó csatolás) esetén lehetséges.

Betétedzés (cementálás)
A betétedzés lényege, hogy a kis karbontartalmú acélok kérgébe karbont diffundáltatva a kéreg karbontartalma a nemesíthető, sőt a szerszámacélokéra jellemző mértékűre növelhető. Ha ezt követően az egész darabot ausztenitesítik majd edzik, a mag a kis karbontartalom miatt nem edződik be, lágy és szívós marad, a kéreg pedig a karbontartalomnak megfelelő kopásállóságú lesz. A betétedzésű acélok lehetnek ötvözetlenek és ötvözöttek; nagy mag-szilárdsági és szívóssági követelmények esetén ötvözött minőségeket alkalmaznak.
A betétedzés technológiája két lépésből áll: a szenítés (cementálás) szakaszából és az ezt követő edzés + feszültségmentesítés szakaszából. A cementálás céljából a darabot karbon-leadó közegben ausztenites állapotra hevítik és ott hőn tartják. A felület karbonban telítődni igyekszik, és kialakul egy felületi karbon-eloszlás. A telítésközeli karbontartalom a felületen néhány óra alatt beáll, a további hőntartás diffúziósan növeli a rétegvastagságot.
A korszerű technológiák változtatható karbonpotenciálú közeggel dolgoznak. A folyamatot nagy karbonpotenciálú közeggel indítják (szenítő szakasz), majd a karbonpotenciált csökkentve (diffúziós szakasz) a karbon-eloszlás módosítására adnak lehetőséget. A betétedzés szokásos rétegvastagsága néhány tized mm-től kb. 3 mm-ig terjed, a darabméretektől és az igényektől függően. A kéreg maximális keménysége általában 58–63 HRC. A karbon-leadó közeg lehet szilárd szemcsés (faszén vagy báriumkarbonát), sóolvadék (cianidok, szilícium-karbid stb.) vagy gáz. Manapság csak a gázcementálás tekinthető korszerűnek.

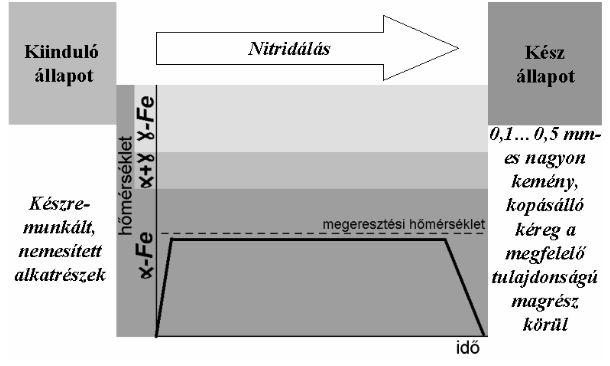
Nitridálás
A nitridálást nitridképzőkkel ötvözött, nemesített acélok kérgesítésére alkalmazzák. A nitridálás hőmérséklete valamivel kisebb, mint az acél megeresztési hőmérséklete. A betétedzéssel szemben ezért nitridálásnál méretváltozás és vetemedés gyakorlatilag nem jelentkezik. A nitridálás nitrogén-leadó közegben történő hevítésből áll. A nitrogén a felületbe diffundálva ötvöző-nitrideket alkot — ezek igen nagy keménysége hozza létre a kéregkeménységet. A keménység meghaladhatja az 1000–1200 HV-ot, szemben a betétedzett kérgek maximálisan 850–900 HV keménységével.
A kialakuló rétegvastagság elérését természetesen a hőkezelés ideje befolyásolja. Döntő azonban az acél kémiai összetétele is: minél erősebb nitridképzőkkel és minél erősebben ötvözött acélról van szó, annál hamarabb kialakul egy összefüggőnek tekinthető ötvöző-nitrid kéreg, amelyen keresztül a nitrogén-diffúzió lehetősége korlátozott. Ezért nitridálással csak tized mm nagyságrendbe eső kérgek alakíthatók ki.
A hagyományos nitridálás bontott ammóniában történik. Korszerű eljárások esetén a nitrogén beépülést légritkított térben, ionizált állapot létrehozásával, nagy feszültség alkalmazásával gyorsítják (plazma-nitridálás).
Forrás: Az acélok hőkezelésének alapjai (Budapesti Műszaki Főiskola, Bánki Donát Gépészmérnöki Főiskolai Kar, oktatási segédlet, 2004)