A különböző technológiák során a gyártmányokban káros saját feszültségek keletkezhetnek. Ezek két szempontból károsak: egyrészt hozzáadódnak az üzemi terhelés okozta feszültségekhez, ezzel csökkentik a terhelhetőséget illetve az élettartamot; másrészt hosszú idő alatt a saját feszültségek relaxálása miatt az alkatrész méretváltozása vagy vetemedése következhet be. Célszerű tehát a saját feszültségeket feszültségcsökkentő hőkezelésekkel relaxáltatni.
A leggyakoribb feladatok
- Öntvények saját feszültségeinek relaxáltatása forgácsoló megmunkálás előtt, hogy a vetemedés még a megmunkálás előtt következzen be.
- Durva forgácsolás utáni és végső megmunkálás közötti feszültségmentesítés, hogy a vetemedés a végső méret kialakulása előtt menjen végbe.
- Hidegalakított termékek vagy karcsú termékek hidegalakításos egyengetése utáni relaxáltatás, hogy az alakítási feszültségek relaxációja ne a raktározás vagy a felhasználás során következzen be vetemedést okozva.
- Edzett alkatrészek illetve szerszámok feszültségcsökkentése a makroszkopikus és mikroszkopikus saját feszültségek relaxáltatásával — a törékenység csökkentése, illetve az élettartam növelése érdekében.
A relaxáltató hőmérséklet megválasztása
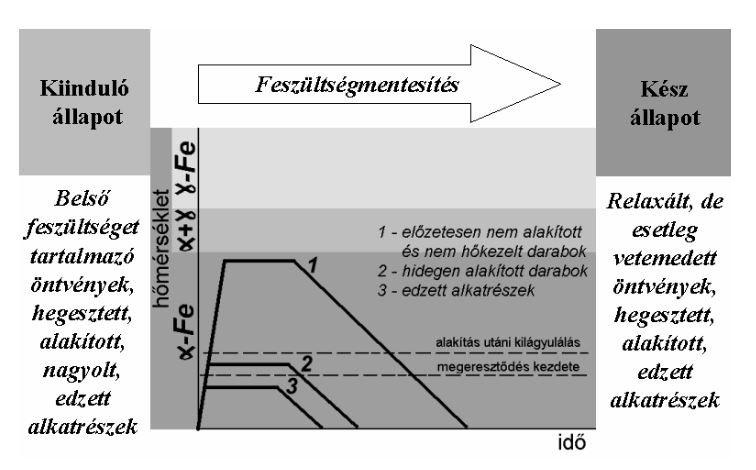
A saját feszültségek leépülése annál gyorsabb és tökéletesebb, minél magasabb hőmérsékleten történik a hevítés. A feszültségek újbóli keletkezésének megakadályozása érdekében a hevítést igen lassú lehűtés kell, hogy kövesse.
A relaxáltató hőmérséklet megválasztásánál általános szabály, hogy azt a legmagasabb hőmérsékletet kell választani, amelyen még nem mennek végbe egyéb szempontok szerinti káros folyamatok. Ennek megfelelően például a hidegalakított termékek lágyulása nem haladhatja meg az előírtakat; az edzett illetve nemesített termékek keménység-csökkenése nem haladhatja meg az előírtakat.
Ezek alapján az öntvények és hegesztett szerkezetek feszültségcsökkentésére akár 650–680 °C is alkalmazható. Nemesített termékek esetén azonban nem szabad a megeresztési hőmérséklet fölé hevíteni. Az edzett és hidegalakított termékek már 250 °C felett kezdenek lágyulni — kb. ez tekinthető a határhőmérsékletnek.
Forrás: Az acélok hőkezelésének alapjai (Budapesti Műszaki Főiskola, Bánki Donát Gépészmérnöki Főiskolai Kar, oktatási segédlet, 2004)