Various manufacturing technologies can introduce harmful residual stresses into products. These are harmful for two reasons: first, they add to the stresses caused by service loading, reducing load-bearing capacity and service life; second, over time they may relax, causing dimensional change or distortion. It is therefore advisable to relax the residual stresses by stress-relieving heat treatments.
Most common tasks
- Stress relief of castings before machining, so that any distortion takes place before — not after — machining.
- Stress relief between rough machining and final machining, so distortion occurs before the final dimensions are reached.
- Stress relief after cold forming or after cold straightening of slender products, so that the relaxation of forming stresses does not cause distortion during storage or use.
- Stress reduction of hardened parts and tools, by relaxing both macroscopic and microscopic residual stresses, to reduce brittleness and increase service life.
Choosing the relaxation temperature
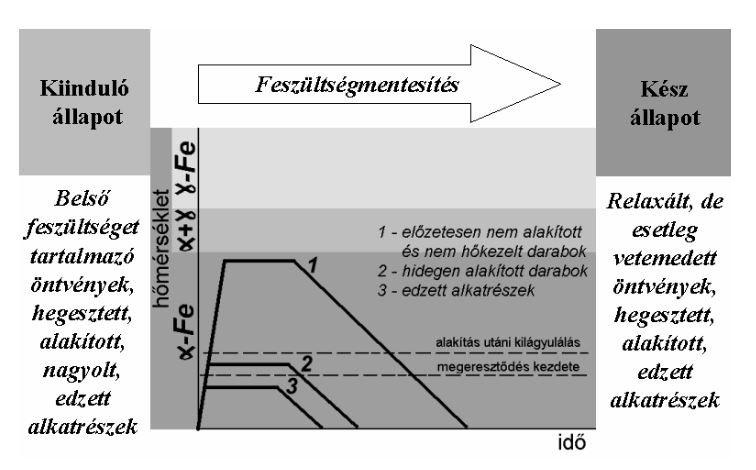
The higher the temperature, the faster and more complete the decay of residual stresses. To prevent stresses from re-forming, heating must be followed by very slow cooling.
The general rule for choosing the relaxation temperature is to pick the highest temperature at which no other detrimental processes occur yet. For example, the softening of cold-formed products must not exceed the specified limit, and the hardness loss of hardened or quenched-and-tempered products must not exceed the specified limit.
On this basis, stress relief of castings and welded structures may be carried out up to 650–680 °C. For quenched-and-tempered products, however, heating above the tempering temperature must be avoided. Hardened and cold-formed products already begin to soften above 250 °C — this can be considered the limit temperature.
Source: Basics of the heat treatment of steels (Budapest Polytechnic, Bánki Donát Faculty of Mechanical Engineering, teaching material, 2004)